 旭ゴム化工株式会社
旭ゴム化工株式会社
日本語 | English
樹脂成形について

樹脂成形の基本
熱可塑性樹脂の成形では樹脂を約200℃の高温にして溶融させ、低温の金型に入れて固化させる成形方法をとります。
一方、熱硬化性樹脂は高温により固化するため、あらかじめ50℃前後に加温し、流動性を持たせた後、150℃前後に温めた
金型へ充填して固化させる成形方法をとります。
このように樹脂・プラスチックと言っても、素材ごとに様々な特性や特徴を持っています。
下記項目に基本的な素材の特徴と用途を併記しましたのでご参考にしてください。
一方、熱硬化性樹脂は高温により固化するため、あらかじめ50℃前後に加温し、流動性を持たせた後、150℃前後に温めた
金型へ充填して固化させる成形方法をとります。
このように樹脂・プラスチックと言っても、素材ごとに様々な特性や特徴を持っています。
下記項目に基本的な素材の特徴と用途を併記しましたのでご参考にしてください。
樹脂成形事例
アクセルペダル
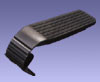
四輪車のアクセルペダルに使われるオルガン式ペダルで、ヒンジ構造を有しています。
アルミでの装飾により意匠性の向上も可能です。
アルミでの装飾により意匠性の向上も可能です。
イス(凭れ・座部)

メッシュを張設したイスの凭れと座部です。金枠にメッシュを張設する(メルトスティック工法)と、
金枠を用いず直接、樹脂のフレームに張設する(メッシュインサート工法)2種類の製品があります。
金枠を用いず直接、樹脂のフレームに張設する(メッシュインサート工法)2種類の製品があります。
エアコン用ファン
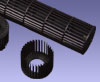
エアコン内部に使用されるファン部品です。中空構造になっており金型での成形が難しい(アンダーカット)ため、
超音波溶着により複数の樹脂部品を結合して成形をします。
医療機器部品

超音波診断用プローブに使われる部品で、体表の音響インピーダンスに近い樹脂を応用して製品化したものです。
ろ過装置
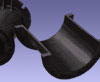
精密ろ過機の本体に使用される肉厚の管形状の部品です。
一般的に肉厚部品は、樹脂射出成形に向かないといわれていますが、弊社では、
成形条件のコントロール、樹脂材料の改質、また 金型構造の改良等により、
これまで金属ダイキャスト製法で作られてきた製品を、 樹脂射出成形で作ることが可能です。
一般的に肉厚部品は、樹脂射出成形に向かないといわれていますが、弊社では、
成形条件のコントロール、樹脂材料の改質、また 金型構造の改良等により、
これまで金属ダイキャスト製法で作られてきた製品を、 樹脂射出成形で作ることが可能です。
樹脂物性表
| 略称 | 樹脂名 | 長 所 | 短 所 | 用 途 |
| PE | ポリエチレン | 機械的に柔らかく強靭 低温でも脆くならない |
耐熱性に乏しい | 袋、ラップフィルム、電線被覆 |
| PP | ポリプロピレン | 耐熱性が比較的高い 機械的強度が高い |
- | 自動車部品、家電部品、食品容器、 繊維、医療器具、日用品 |
| PVC | 塩化ビニル樹脂 | 表面の艶・光沢に優れる | - | 上・下水道管、波板、サッシ、床材 |
| PS | ポリスチレン | 着色が容易 電気絶縁性が高い |
ベンジン、シンナーに溶ける | OA部品、CDケース、食品容器 |
| PET | PET樹脂 | 透明性が高い ガスバリア性が高い |
- | 磁気テープ、惣菜などの容器、ペットボトル |
| PC | ポリカーボネート | 耐衝撃が高い 耐熱性が高い |
アルカリに弱い | DVD/CD、携帯電話、自動車ヘッドランプ |
| PTFE | ふっ素樹脂 | 耐熱性が高く 耐薬品性が高く |
- | フライパンコーティング、ガスケット、半導体分野 |
| PUR | ポリウレタン | 柔軟から剛直まで 多様な物性が得られる |
- | クッション、自動車シート、断熱材、 工業用ロール・パッキン・ベルト |